- Материалы для конструкционного ремонта бетона и железобетона
- Материалы для неконструкционного ремонта бетона и железобетона
- Быстротвердеющие материалы для конструкционного ремонта бетона и железобетона, так же в зимнее время
- Прочие смеси
- Материалы по уходу за бетоном
- Материалы для защиты бетонных конструкций и каменной кладки от внешних воздействий
- Полимерные защитные покрытия серии MASTERSEAL SOGIC
- Композитные материалы системы MBRACE
- Материалы для установки композитной системы MBRACE на эпоксидной основе
- Материалы для гидроизоляции
- Герметизация швов
- Материалы для монтажа оборудования, металлоконструкций и крепления анкеров
- Аксессуары
- Уплотнительные шнуры
Заточка сверла по бетону
Сверла из бетона изготавливаются из твердого специального сплава. На сверлах чаще всего имеется напаянный наконечник из очень твердого сплава на основе титана и вольфрама. Подобными сверлами можно бурить камень, бетон, кирпич, керамику, мрамор и некоторые другие подобные материалы.
Сверла для бетона с наконечником из сплава титана и вольфрама, применяются для бурения камня, кирпича, мрамора, керамики.
Следует различать буры и сверла по бетону.
Отличаются они формой хвостовика. Устройства по бетону предназначается для ударной дрели, имеет стандартную форму хвостовика, такую же, как и у обыкновенного сверла по металлу либо дереву. Бур предназначается для перфоратора, имеет хвостовик под патрон SDS-конструкций. На сегодняшний день различают 2 вида SDS-хвостовиков: у одних диаметр 10 мм, а у других — 18 мм.
Для сверления арматуры необходимо заменить бур на сверла по металлу.
Следует иметь ввиду, что устройство по бетону предназначается для работы с камнем, бетоном, керамикой и другими подобными материалами. Им не следует сверлить дерево либо металл. Если в процессе бурения бетона бур будет упираться в стальную арматуру, понадобится заменить его на сверла по металлу, после чего просверлить арматуру. После этого можно продолжать сверлить по бетону.
На сегодняшний день существуют способы, которые позволяют заточить подобные конструкции по бетону таким образом, чтобы они могли сверлить и металл. Однако данные способы относятся к кустарным, следовательно, не рекомендуется их применять.
Процесс работы
При бурении (сверлении) твердого бетона необходимо обязательно следить за перегревом. Через каждые 10-15 секунд понадобится давать данной конструкции для сверления остывать. Ни в коем случае при этом нельзя остужать его водой либо при помощи каких-либо других жидкостей. Качественные современные буры способны выдерживать достаточно сильный нагрев (более 1000 градусов).
Бывает так, что в бетоне может попасться твердый камень. Если используется ударная дрель, она может не просверлить камень. В подобном случае можно взять специальный отбойник либо какое-нибудь старое подобное устройство сверления по бетону и при помощи тяжелого молотка либо кувалды можно попробовать раздробить вручную подобный камень. После этого можно продолжать выполнение процесса сверления.
Твердый камень в бетоне дробят вручную при помощи тяжелого молотка или кувалды.
Сверление камня и твердого бетона — это несколько трудоемкий процесс, особенно если планируется использовать ударную дрель. В некоторых трудных случаях, к примеру, когда понадобится проделать отверстия в перекрытиях либо несущих стенах, следует использовать перфоратор в режиме ударной дрели. Особенно когда выполняется подвесной потолок и необходимо сделать отверстия для закрепления профилей в бетонном перекрытии, не следует пытаться работать дрелью. Владелец квартиры только устанет и потеряет некоторое количество времени.
Иногда сверла по бетону точат при помощи болгарки с алмазным диском. В случае если работа будет проводиться с использованием перфоратора и имеются качественные буры, заточки они требовать не будут.
Не следует ставить режим ударной дрели при сверлении керамической плитки. Керамику необходимо сверлить при помощи использования сверла по бетону, однако в режиме обыкновенной дрели. Нажимать необходимо не сильно, в противном случае плитка может расколоться.
Основные правила
Затупившиеся буры по бетону можно заточить на корундовом точильном круге.
Как и любой режущий инструмент, буры по бетону будут постепенно затупляться и терять свои свойства. Однако в домашних условиях это происходит несколько медленнее, в связи с этим заточка режущего инструмента чаще всего не производится вовсе — проще всего приобрести новый. Однако если есть такая необходимость, твердосплавные напайки буров можно затачивать на корундовом точильном круге таким же образом, что и обыкновенные устройства.
Обязательно нужно учитывать тот факт, что сверла по бетону боятся нагрева при заточке — в подобном случае отваливаются и растрескиваются твердосплавные пластины. Следовательно, наконечник понадобится время от времени охлаждать водой, после чего смотреть, чтобы сверло не слишком нагревалось о точильный камень.
Если наконечник все-таки раскалится, категорически запрещается погружать его в воду — пластина сразу же лопнет. Данное приспособление для сверления обязательно должно остывать медленно и постепенно на воздухе.
Чтобы уберечь сверла от нагрева при заточке, наконечник необходимо охлаждать водой.
В случае правильной заточки режущие кромки обязательно должны быть прямыми, а пересечение их должно в точности совпадать с осью вращения сверла. В случае если длина режущих кромок будет неодинаковой, короткая будет меньше нагружена при работе, чем более длинная. Следовательно, длинная будет затупляться гораздо быстрее.
Помимо того, под воздействием увеличенных нагрузок со стороны более длинной кромки сверло может начать отжиматься в сторону от оси вращения. В связи с этим сверло в результате может сломаться. Если углы заточек режущих кромок получатся разными, будет работать исключительно кромка, которая имеет больший угол заточки. Это тоже может привести к риску сломать сверло в процессе работы и к односторонней нагрузке.
Несколько способов
Сверло, внедряясь в материал, который обрабатывается, обязательно должно соприкасаться с заготовкой исключительно режущими кромками. Все другие точки задней поверхности обязательно должны иметь зазор с дном отверстия (поверхностью резания). Чтобы существовал зазор, форма задней поверхности должна отличаться от формы дна отверстия.
Существует достаточно большое количество возможных методов заточки, которые дают возможность создать нужные задние углы, зазор между задней поверхностью сверла и поверхностями резания. В зависимости от формы, которую получит задняя поверхность, их можно разделить на методы винтовой, конической и плоскостной заточки.
Использование конической заточки
При конической заточке сверла необходимо правильно задать геометрические параметры.
Коническая заточка является самым распространенным методом. Сверло устанавливается в призму, которая имеет возможность покачиваться вокруг оси, которая наклонена к рабочей поверхности круга для шлифования. Ось качания и ось сверла скрещиваются. Это значит, что лежать они будут в двух параллельных плоскостях.
Сверло, которое закрепляется в призме, подводится к шлифовальному кругу. Задняя поверхность при этом приобретет форму участка конической поверхности. Вершина конуса будет лежать на пересечении образующей рабочей поверхности круга с осью качания.
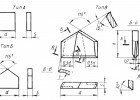
В зависимости от геометрических параметров заточки, которые были заданы. При конической заточке следует настраивать:
- Расстояние между скрещивающейся осью качания, которая является осью конуса заточки, и осями сверла (h).
- Расстояние от оси сверла до вершины конуса заточки (H).
- Угол скрещивания оси конуса заточки и оси сверла (o).
- Половина угла конуса заточки (б).
Применяется два типа конической заточки:
Для получения других значений наклона поперечной кромки, изменяют параметры и настройки.
- Вершина конуса заточки расположена выше, чем вершина сверла. В данном случае параметры настройки будут следующими: a = 45 градусов, б = 13-15 градусов, H = 1,9D, h = (0,05-0,08)D. Угол скрещивания оси сверла и конуса в данном случае меньше, чем угол ф0 между осью образующей шлифовального круга и сверла.
- Вершина конуса заточки ниже, чем вершина сверла. Расстояние вершины от сверла H = 1,16D, половина угла конуса заточки б = 30-35 градусов, угол скрещивания оси сверла и оси конуса о = 90 градусов, смещение h = (0.05-0,08)D. Для данного типа заточки 0 > ф0.
Указанные параметры установки способны обеспечить задние углы для периферийной точки а = 5-7 градусов, угол в плане 2ф = 116-118 градусов, угол наклона режущей поперечной кромки Ф = 55 градусов.
Если есть необходимость получить другие значения задних углов а и ф (наклона поперечной кромки), следует измерить параметры настройки.
Задний угол настраивается при помощи изменения расстояния h между скрещивающимися осями сверла и конуса заточки. Угол наклона режущей поперечной кромки (ф) — при помощи поворота вокруг оси, угол в плане — изменение угла о и б. С увеличением расстояния между осью сверла и осью конуса заточки (h) возрастет а, углы ф и 2ф уменьшатся. Увеличение о, б и H, наоборот, снижает 2ф, ф и а.
Задний угол, который измеряется в цилиндрических сечениях, в процессе приближения при конической заточке к оси сверла возрастает.
Цилиндрическое сечение сверла.
Первый тип заточки способен создать более резкий прирост задних углов. Подобное изменение задних углов является благоприятным. Объясняется данное работой сверла. Помимо вращательного движения в процессе работы сверло будет перемещаться вдоль оси. Следовательно, траектория каждой из точек является винтовой линией. Данная линия наклоняется к плоскости резки, которая определяется без учета осевого перемещения сверл под углом м. Его значение определяется по формуле tg м = So / пD, где So = подача, мм/об.
Фактический задний угол уменьшится на значение м. Чем ближе рассматриваемая точка будет лежать к оси сверла, тем в большей степени будет уменьшаться задний угол, который измеряется в процессе работы. Следовательно, увеличение задних углов с приближением к оси, которое может получиться при конической заточке, будет способствовать увеличению стойкости.
Использование винтовой
При использовании винтового метода, возможна автоматизация процесса заточки.
Винтовая заточка — метод, при выполнении которого проще всего автоматизировать заточку. Сверлу будут придавать вращение и два поступательных движения, которые согласованы с ним, по отношению к шлифовальному кругу. Одно из движений направляется вдоль образующей круга, другое — вдоль оси сверл. Осциллирующим называется движение вдоль образующей круга параллельно режущей кромки, потому как оно не будет создавать задние углы.
Затылующим является движение вдоль оси сверла. В процессе винтовой заточки на режущей кромке есть 2 участка: участок 0-1, который располагается на диаметре сердцевины. Шлифуется кромкой круга. Участок 1-2 образующей круга. На участке 0-1 можно наблюдать заострение перемычки. На данном участке угол в плане будет уменьшаться на значение угла v, который образован вектором vc. Он равен сумме векторов осциллирования v0 и затылования v3 с направлением вектора осциллирования.
В цилиндрическом сечении задний угол на участке 1-2 будет определяться значением вектора затылования: tg a = 2 | v3 | / (wD) либо tg a = 2H3 / (nD), где H3 — ход затылования, w — угловая скорость вращения сверл.
Ход осциллирования принимается приблизительно равным либо несколько большим, чем диаметр сердцевины. Задние углы будут увеличиваться с увеличением хода затылования. Задние углы не будут меняться с увеличением хода осциллирования.
Схема углов винтового сверла.
Так же, как и при конической, при винтовой заточке задние углы, которые измеряются в цилиндрическом сечении, увеличиваются по мере приближения к оси сверла. Прирост задних углов при этом происходит в такой же степени, что и уменьшение их в результате особенностей кинематики сверления. Следовательно, при задании даже задних углов малого размера на периферии можно будет получить задние углы необходимой величины и вблизи к оси сверл.
Поперечная режущая кромка при винтовой заточке в результате заострения будет становиться менее прочной. Это будет ухудшать условия работы сверл в процессе сверления прочных и твердых материалов, вызывать повышенный износ поперечной кромки за счет увеличения удельных нагрузок.
В процессе сверления материалов относительно небольшой прочности (алюминиевых сплавов, чугунов и других) прочность вершин будет вполне достаточной. Сверло способно легко внедряться в материал, который обрабатывается. Это способно существенно повысить производительность и точность сверления.
В процессе работы с твердосплавными цельными сверлами двухплоскостная заточка способна обеспечить высокую стойкость при сверлении материала относительно небольшой прочности и твердости — алюминиевых сплавов, чугунов, неметаллических материалов. В процессе сверления закаленных и труднообрабатываемых сталей при двухплоскостной заточке будет наблюдаться повышенный износ режущей поперечной кромки вблизи центрирующей точки на вершине.